Matthias Thürer
Jinan University, Guangzhou, PR China; matthiasthurer@workloadcontrol.com
Martin J. Land
Department of Operations, Faculty of Economics and Business, University of Groningen, The Netherlands; m.j.land@rug.nl
Mark Stevenson
Department of Management Science, Lancaster University Management School, Lancaster University, UK; m.stevenson@lancaster.ac.uk
Lawrence D. Fredendall
Department of Management, Clemson University, USA; flawren@clemson.edu
Introduction
Short, predictable and reliable lead times are as important to winning orders as price but it is a major challenge to manufacture high-variety, customized products both quickly and cost effectively. Repetitive manufacturers may overcome this trade-off through lean implementation. However, high-variety manufacturers have found that lean’s planning and control techniques cannot be applied directly to their shops. This is because:
- Production is not to-stock – it is largely customer order driven;
- Lead times are not standard – the lead time depends on the order specifications; and
- Orders can be one-offs, with companies entering a competitive bid process to win each order.
To provide complex, high-variety shops with a means of achieving similar benefits provided to repetitive manufacturers by lean, we have designed “Workload Control”. Workload Control regulates the input of work to the system in accordance with the output rate. It integrates two control levels as follows:
- Customer enquiry management, which controls the acceptance/rejection of orders through pricing and due date quotations, converting the variable input rate of customer enquiries into a set of confirmed orders (the planned workload) that reflects the operational capabilities of the shop; and,
- Order release, which uses a pre-shop-pool of orders to decouple the shop floor from the incoming workload – orders are released from the pool onto the shop floor in time to meet their due dates while limiting and balancing the shop floor workload.
The idea is to focus on load balancing seeks to reduce the variability of the incoming workload rather than to limit variation in the product mix itself. This allows complex, high-variety shops to manufacture customized products quickly and cost effectively.
A firm supplying customized products needs to be able to produce a high variety of products quickly and cost effectively. Achieving both objectives simultaneously is a major challenge since the company may only be able to deliver at short notice by maintaining a large capacity buffer of people and machinery. This means many resources are seldom fully utilized, unit costs rise and customers are charged a premium price. Workload Control – with its focus on load balancing – has the potential to overcome the trade-off between speed and cost. It provides manufacturers of highly customized products with the same leveling of workload to capacity achieved in repetitive manufacturing by lean tools. Workload Control is of particular importance to these shops, since it:
- Allows lead times to be short, predictable and feasible;
- Allows capacity to be controlled and used cost effectively;
- Controls work-in-process, resulting in a lean shop floor and improved quality; and
- Is simple in use and application.
How to Carry out Workload Control Effectively
Workload Control protects the shop from fluctuations in the incoming workload with its varied requirements. The intended impact of its two control levels – customer enquiry management and order release – is illustrated in Figure 1 in the form of input/output curves, which give the cumulative arriving and completed workload over time. While either control levels can be implemented independently, the full power of Workload Control is realized through their combined use.
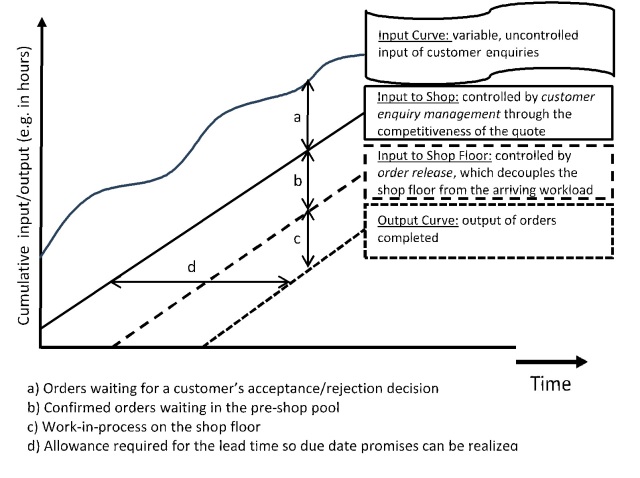
Figure 1: Workload Control’s Intended Impact on the Shop’s Workload Over Time: Protecting the Shop from Fluctuations in the Incoming Workload
Customer Enquiry Management under Workload Control
Being able to quote lead times that are both short and reliable is made possible by fitting the planned output of the shop to the available capacity over time. This is achieved by setting operation due dates that are based on the input/output curves of each station in the routing of an order, with the final operation due date representing the estimated completion date of the order. The due date calculated based on this approach naturally reflects a firm’s actual operational capabilities and allows the planned workload to be stabilized (Thürer et al., 2014). For example, when the workload increases, available capacity reduces and the due dates offered to customers become longer. This reduces the probability that a company will win an order. But as the workload gradually decreases, available capacity increases and shorter, more competitive due dates can be offered, which increases the order-winning probability. This smoothens or balances the workload over time, which corresponds to one of the main principles of heijunka in lean operations – to prevent surges in work that temporarily deplete the capacity buffer and/or increase the time buffer.
To implement this approach in practice, it is important to maintain information on the output curve of each station on the shop floor. This relies on accurate feedback on the realized operation completion dates, e.g. via barcode scanners.
Order Release under Workload Control
Order Release is one of the main functions of production planning and control. Well-known approaches include Kanban, Drum-Buffer-Rope, and Constant Work-in-Process (ConWIP). But all of these concepts require a certain degree of repetitiveness in the product mix, since they lack workload balancing capabilities. In contrast, Workload Control’s order release method was developed to achieve a balanced workload in high-variety contexts like the make-to-order job shop.
To both limit and balance the workload on the shop floor, many studies have focused on mechanisms that release orders from the pre-shop pool periodically. This periodic release decision can be divided into two parts: (i) a sequencing decision that establishes the order in which jobs are considered for release; and, (ii) a selection decision that determines the criteria for choosing a particular job for release from the pool. Prior studies assumed that the sequencing decision is responsible for the timely release of jobs and the selection decision for load balancing. But significant performance improvements can in fact be realized by including load balancing considerations in the sequencing decision (Thürer et al., 2015). However, an effective sequencing rule should only activate load balancing when there is increased urgency among jobs.
The job selection decision proceeds by summing, for each station, the current load contribution of released orders and the load contribution of the job being considered for release. The sum of the two is then compared against predetermined workload limits or norms for each station. A job is released if the new workload at each station in its routing is below this workload norm; otherwise, the job is retained in the pre-shop pool. In the example release decision illustrated in Figure 2 – which provides a screenshot from a recently implemented Workload Control system – the job is not released since it violates the norm at the inspection station (INSP).
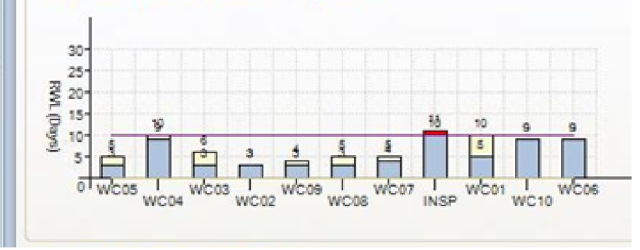
Figure 2: Screenshot from the Order Release Control Level of a Workload Control Software System (with an Example Order Release Decision)
Order release reinforces the principles of heijunka established by customer enquiry management as the workload is balanced across resources. In fact, the company in which the system in Figure 2 was implemented reported significant improvements in tardiness performance in addition to reduced work-in-process. However, the strict enforcement of workload norms can starve a station even though work may be waiting in the pool, e.g. if the norm/limit at another station in the routing of the order is violated. Substantial performance improvements can therefore be achieved if periodic release is combined with a continuous pull mechanism that releases orders to a starving station in-between periodic releases irrespective of the workload norm (Thürer et al., 2012).
Order release can be initially implemented without restrictive workload norms as benefits will start to accrue as soon as workload fluctuations on the shop floor are visualized. The norms can then be gradually tightened. As is well known from earlier lean implementations – inventory may hide problems. Therefore, as work-in-process starts to reduce, other improvement opportunities may present themselves. Once such problems have been resolved, it may be possible to tighten the workload norms again and achieve further work-in-process reductions.
References
Thürer, M., Stevenson, M., Silva, C., Land, M.J., and Fredendall, L.D., 2012, Workload Control (WLC) and Order Release: A Lean Solution for Make-to-Order Companies, Production & Operations Management, 21, 5, 939-953.
Thürer, M., Stevenson, M., Silva, C., Land, M.J., Fredendall, L.D., and Melnyk, S.A., 2014, Lean Control for Make-to-Order Companies: Integrating Customer Enquiry Management and Order Release, Production & Operations Management, 23, 3, 463-476.
Thürer, M., Land, M.J., Stevenson, M., Fredendall, L.D and Godinho Filho, M., 2015, Concerning Workload Control and Order Release: The Pre-Shop Pool Sequencing Decision, Production & Operations Management, DOI: 10.1111/poms.12304.